Центробежное и кокильное литьё
Литье в кокиль
Кокиль – металлическая форма с охлаждением (естественным или принудительным), которая заполняется расплавленным металлом. Кокильное литье – это литье металла, осуществляемое свободной заливкой кокилей. Форма раскрывается и извлекается из нее изделие после застывания и охлаждения. Затем кокиль можно повторно использовать для отливки такой же детали. По конструкции различают кокили неразъемные (вытряхные); с вертикальным разъемом и горизонтальным разъемом.
При серийном и крупносерийном производстве этот метод литья широко применяется.
Кокильные отливки имеют высокую степень точности, малую шероховатость поверхности, высокие механические свойства. К недостаткам относят высокую трудоемкость изготовления кокилей, их ограниченную стойкость, ограниченность получения отливок по массе и размерам.
Литье в кокиль ограничено возможностью изготовления крупногабаритных кокилей и обычно масса отливок не превышает 250кг.
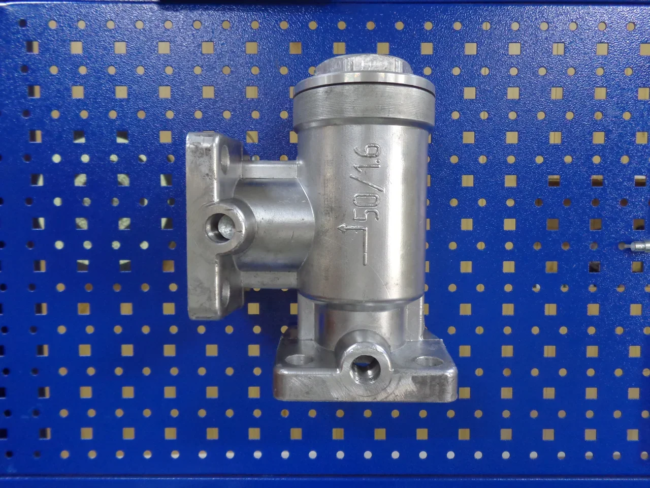
Широкая гамма изделий для всех отраслей промышленности (детали двигателей, заготовки венцов зубчатых колес, корпусных деталей и т. д.).
Марки выплавляемых металлов:
- алюминиевые сплавы: АЛ2, АЛ4, АЛ9, АК12, АК9, АК7;
- магниевые сплавы МЛ5, МЛ6, МЛ12, МЛ10;
- медные сплавы;
- отливки из чугуна;
- отливки из стали: 20Л, 25Л, 35Л, 45Л, также некоторые легированные стали 110Г13Л, 5ХНВЛ
Центробежное литье
Принцип центробежного литья заключается в том, что жидкий металл заполняет полость формы под действием центробежной силы, которая возникает при вращении формы. Таким методом изготавливают отливки, имеющие форму тел вращения. Он применяется в массовом и серийном производствах. Получение плотных отливок, свободных от неметаллических включений обеспечивается за счет направленной кристаллизации отливки от наружной поверхности к внутренней.
Технология центробежного литья обеспечивает целый ряд преимуществ, зачастую недостижимых при других способах, к примеру:
- высокая износостойкость.
- высокая плотность металла.
- отсутствие раковин.
- в продукции центробежного литья отсутствуют неметаллические включения и шлак.
По сравнению с литьем в неподвижные формы центробежное литье имеет ряд преимуществ: повышаются заполняемость форм, плотность и механические свойства отливок. Однако для его организации необходимо специальное оборудование; недостатки, присущие этому способу литья: неточность размеров свободных поверхностей отливок, повышенная склонность к ликвации компонентов сплава, повышенные требования к прочности литейных форм.